РАЗМОТОЧНОЙ СТАНОК BTF
РАЗМОТОЧНОЙ СТАНОК BTF
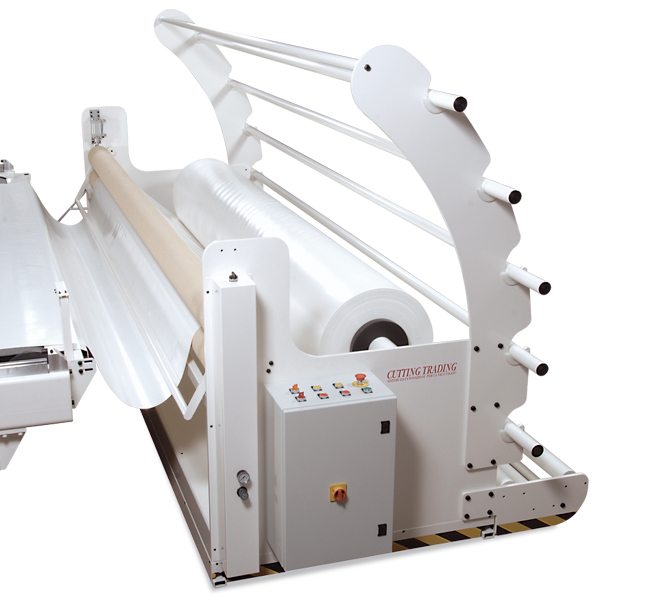
Размоточной станок был создан для разматывания и выравнивания рулонов тяжелых тканей, которые не могут быть размотаны другими установками, как люлька или установка для расстила ткани. Кроме того эта установка отделяет пластиковые материалы, которые налипают на рулон. Устанавливается с любой из машинок для резки.
контактные данныеОсобая система подачи позволяет регулировать напряжение материала, чтобы он оставался однородным по всей длине при подаче. Высокая скорость работы и высокая пропускная способность делают эту машину идеальной для размотки ПВХ и технических материалов высокой жесткости. Возможность установки люльки для подачи рулона с автоматическим выравниванием, для одного рулона с максимальным диаметром 300 мм и стеллажом для 5 рулонов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- Разматывает тяжелые ткани
- Максимальная скорость 0.5 м/с
- Проста в загрузке
- Мощность 1500 кг
- Автономный режим
- Автоматическое выравнивание
- Возможность восстановление тканей
- Подача материала высотой до 3.5 метров


Забронируйте бесплатную онлайн-демонстрацию
Вы можете подключиться через Skype к нашим агентам,
просмотрите наши продукты, включая технологические устройства и системы резки, и станьте свидетелями испытаний резки самых разных типов материалов в реальном времени.